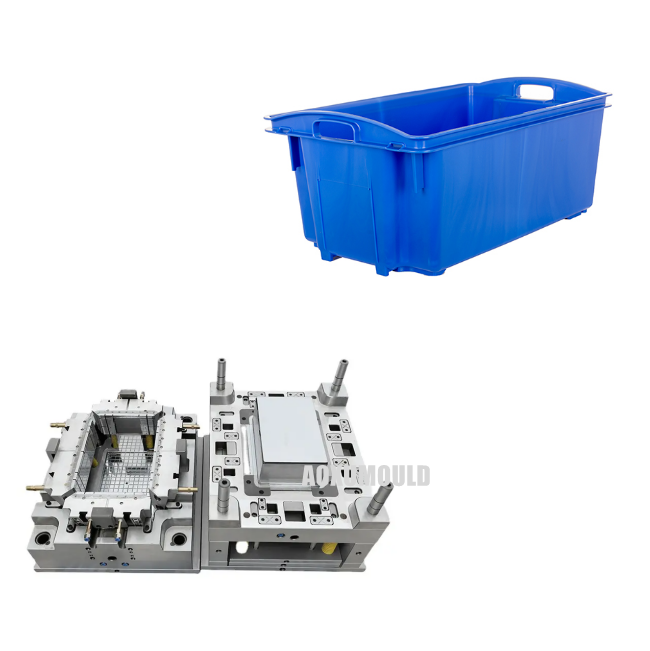




ছাঁচ স্পেসিফিকেশন
|
ছাঁচের নাম |
প্লাস্টিক ফিশ ক্রেট ছাঁচ |
|
পণ্য উপাদান |
এইচডিপিই |
|
পণ্যের আকার |
711 x 438 x 313 মিমি |
|
পণ্য ওজন |
3100 গ্রাম |
|
পণ্য ক্ষমতা |
55 লিটার |
|
গহ্বরের জন্য ছাঁচ উপাদান &। কোর |
P20/718H/2738 |
|
গহ্বরের সংখ্যা |
1 গহ্বর |
|
ইনজেকশন সিস্টেম |
হট রানার |
|
উপযুক্ত ইনজেকশন মেশিন |
680T |
|
ছাঁচের আকার |
1250x880x720 মিমি |
|
ছাঁচ ওজন |
6200 কেজি |
|
ছাঁচ লাইফটাইম |
500 এরও বেশি, 000 পিসি |
|
বিতরণ সময় |
45 দিন |
কিভাবে একটি মাছের ক্রেট ছাঁচ ডিজাইন করবেন?

প্লাস্টিকের ক্রেটগুলির ইনজেকশন ছাঁচ ডিজাইন করার সময় পণ্য কাঠামো, উপাদান বৈশিষ্ট্য, ছাঁচনির্মাণ প্রক্রিয়া এবং ছাঁচের জীবনকে বিস্তৃতভাবে বিবেচনা করা প্রয়োজন। এখানে মূল নকশার পদক্ষেপ এবং বিবেচনাগুলি রয়েছে:
1। পণ্য কাঠামো এবং ছাঁচ নকশা বিশ্লেষণ
আকার এবং প্রাচীরের বেধ: ক্রেটগুলি সাধারণত বড় হয় (যেমন ফিশ ক্রেটস, লজিস্টিক ক্রেটস, স্টোরেজ ক্রেট), ছাঁচের গহ্বরের শক্তি যথেষ্ট কিনা তা নিশ্চিত করা প্রয়োজন, প্রাচীরের বেধ অভিন্ন (সাধারণত 2। {1}} মিমি), সঙ্কুচিত বা বিকৃতি এড়াতে।
শক্তিশালী বার এবং কার্যকরী কাঠামো: শক্তিশালী বারগুলি (মূল প্রাচীরের বেধের 50% এর চেয়ে কম বা সমান), স্ট্যাকিং স্লট, হ্যান্ডলগুলি ইত্যাদি ডিজাইন করার সময়, রিলিজের প্রবণতা (সাধারণত 1-2 ডিগ্রি) বিবেচনা করা এবং অসুবিধা পূরণ করা প্রয়োজন।
বিভাজন পৃষ্ঠ নির্বাচন:
বিপরীত বাকল এড়াতে ক্রেটের সর্বোচ্চ প্রোফাইল বরাবর অংশ নেওয়া।
উপস্থিতির উপর ফ্ল্যাশটির প্রভাব হ্রাস করার জন্য অ-উপস্থিতির পৃষ্ঠে (যেমন বাক্সের নীচে বা প্রান্ত) অংশে পার্টিং লাইনটি যতটা সম্ভব লুকানো থাকে।
2। গেটিং সিস্টেম ডিজাইন
গেটের ধরণ:
সাইড গেট: ছোট এবং মাঝারি আকারের ক্রেটগুলির জন্য উপযুক্ত, কম খরচে, তবে গেটটি ম্যানুয়ালি কেটে ফেলতে হবে।
লেটেন্ট গেট: স্বয়ংক্রিয় ডেমোল্ডিং, স্বয়ংক্রিয় উত্পাদনের জন্য উপযুক্ত।
মাল্টি-পয়েন্ট হট রানার: বড় বড় মাছের বাক্সগুলি সাধারণত ভরাট সময়কে সংক্ষিপ্ত করতে এবং ওয়েল্ড চিহ্নগুলি হ্রাস করতে ব্যবহৃত হয় (যেমন ক্রেটের চার কোণে প্রতিসম গ্লুইং)।
ফ্লো চ্যানেল ভারসাম্য: গলিতটি সমানভাবে পূরণ হয়েছে এবং ওয়ারপিং এড়াতে (যেমন এইচ-আকৃতির প্রবাহ চ্যানেল) এড়াতে পারে তা নিশ্চিত করতে প্রতিসম লেআউট ব্যবহার করা হয়।
কোল্ড ফিড ওয়েল: গেটটি ব্লক করা থেকে ঠান্ডা ফিড রোধ করতে মূল স্রোতের শেষে সেট করুন।
3। কুলিং সিস্টেম ডিজাইন

জলপথের আকারটি অনুসরণ করুন: ধারকটির প্রোফাইল বরাবর শীতল পাইপগুলি সাজান, বিশেষত গভীর গহ্বর এবং শক্তিশালী অঞ্চলগুলির জন্য (যেমন পাশের দেয়াল এবং ধারকটির নীচে)।
জোন তাপমাত্রা নিয়ন্ত্রণ: ঘন প্রাচীরযুক্ত অঞ্চলগুলি (যেমন হ্যান্ডেলের মূল হিসাবে) অসম সংকোচনের প্রতিরোধে শীতলকরণকে শক্তিশালী করে।
উপাদান নির্বাচন: স্থানীয় দক্ষ কুলিংয়ের জন্য কপার অ্যালো বা বেরিলিয়াম কপার সন্নিবেশ।
4। ইজেক্টর এবং ইজেক্টর সিস্টেম
শীর্ষ রড লেআউট:
ইজেকশন বিকৃতি এড়াতে বাক্সের নীচে এবং পাশের দেয়ালে সমানভাবে বিতরণ করা।
ইজেক্টর রডের ব্যাসটি বড় টার্নওভার বাক্সগুলির জন্য φ5 মিমি (φ 8-12 মিমি) এর চেয়ে বেশি বা সমান, এবং সংখ্যাটি অনুমানিত অঞ্চল অনুসারে নির্ধারিত হয়।
গ্যাস-সহায়ক ইজেকশন: গভীর গহ্বরের টার্নওভার বাক্সটি একটি এয়ার ভালভ সহায়ক ইজেকশন দিয়ে সজ্জিত করা যেতে পারে।
রিলিজ ope াল: অভ্যন্তরীণ ope াল 1 ডিগ্রির চেয়ে বেশি বা সমান, বাইরের প্রাচীর ope াল 0। 5-1 ডিগ্রি (পিপি/এইচডিপিই উপাদান)।
5 .. এক্সস্টাস্ট সিস্টেম ডিজাইন
এক্সস্টাস্ট গ্রোভ: বিভাজন পৃষ্ঠ, ইজেক্টর হোল এবং সন্নিবেশ ব্যবস্থায় সেট করুন, গভীরতা 0। 02-0। 04 মিমি (পিপি উপাদান)।
ভ্যাকুয়াম ভেন্টিং: ভেন্টেড স্টিল বা ভেন্টেড ইস্পাত সন্নিবেশগুলি গভীর গহ্বরের জন্য উপলব্ধ।
6 .. ছাঁচের কাঠামো এবং উপাদান নির্বাচন
ছাঁচ উপাদান: প্রাক-হার্ড স্টিল (যেমন পি 20/718 এইচ), টেমপ্লেটের বেধ 300 মিমি (বড় ছাঁচ) এর চেয়ে বেশি বা সমান।
গহ্বর/কোর: উচ্চ কঠোরতা উপাদান (যেমন S136, NAK8 0), পৃষ্ঠটি RA0.2μm বা তারও কম পরিমাণে পালিশ করা হয়েছে।
গাইড এবং ছাঁচ লকিং: ছাঁচ বন্ধের নির্ভুলতা নিশ্চিত করতে শঙ্কু অবস্থান ব্লক এবং ঝোঁকযুক্ত গাইড কলাম যুক্ত করুন।
7। পরীক্ষা এবং অপ্টিমাইজেশন
প্রক্রিয়া পরামিতি: পদক্ষেপ ইনজেকশন (প্রথমে ধীর এবং তারপরে দ্রুত), দীর্ঘায়িত চাপ ধরে সময় (সঙ্কুচিতের জন্য ক্ষতিপূরণ)।
সমস্যা সমাধান:
সঙ্কুচিত: হোল্ডিং চাপ বাড়ান বা গেটের অবস্থান সামঞ্জস্য করুন।
ওয়েল্ড চিহ্ন: গেটের সংখ্যা অনুকূলিত করুন বা গলে তাপমাত্রা বাড়ান।
বিকৃতি: শীতল জলপথ সামঞ্জস্য করুন বা সমর্থন কলাম যুক্ত করুন।
প্লাস্টিকের মাছের ক্রেট ছাঁচের জন্য কী ধরণের ইস্পাত?
প্লাস্টিকের মাছের ক্রেট ছাঁচের জন্য স্টিলের নির্বাচনটি ছাঁচের জীবন, প্রক্রিয়াজাতকরণ কর্মক্ষমতা, জারা প্রতিরোধের, পলিশিং প্রয়োজনীয়তা এবং ব্যয়গুলির মতো বিষয়গুলি আরও বিস্তৃতভাবে বিবেচনা করা উচিত। নিম্নলিখিতগুলি সাধারণত ব্যবহৃত স্টিলগুলির সংক্ষিপ্তসার এবং তাদের প্রয়োগের পরিস্থিতি:

1। প্রাক-কড়া ইস্পাত (প্রাক-কড়া ডাই স্টিল)
- সাধারণ গ্রেড: পি 20 (3 সিআর 2 এমও), 718 এইচ (পরিবর্তিত পি 20), এনএকে 80 (তাতসু, জাপান)
- বৈশিষ্ট্য:
-P20: কঠোরতা এইচআরসি 30-35, সহজ প্রক্রিয়াকরণ, স্বল্প ব্যয়, ছোট এবং মাঝারি আকারের ব্যাচ উত্পাদনের জন্য উপযুক্ত।
-718 এইচ: উচ্চতর কঠোরতা (এইচআরসি 35-40), জটিল কাঠামো বা উচ্চ জীবনের প্রয়োজনীয়তার জন্য উপযুক্ত পি 20 এর চেয়ে ভাল প্রতিরোধ এবং দৃ ness ়তা পরিধান করুন।
-Nak80: প্রাক-হার্ড স্টেট (এইচআরসি 37-43), দুর্দান্ত আয়না পলিশিং পারফরম্যান্স, উচ্চ পৃষ্ঠের প্রয়োজনীয়তার জন্য উপযুক্ত (যেমন স্বচ্ছ মাছ বাক্স)।
-প্রয়োগের দৃশ্য: সাধারণ প্লাস্টিক ফিশ বক্স (পিপি/পিই উপাদান), কোনও অতিরিক্ত তাপ চিকিত্সা, ছোট এবং মাঝারি আকারের ছাঁচের জন্য উপযুক্ত।
2। জারা-প্রতিরোধী স্টেইনলেস স্টিল
- সাধারণ গ্রেড: 420 (4CR13), এস 136 (আসব), এইচপিএম 38 (হিটাচি)
- বৈশিষ্ট্য:
- 420: ভাল জারা প্রতিরোধের, কঠোরতা এইচআরসি 48-52 (তাপের চিকিত্সার প্রয়োজন), আর্দ্র বা নোনতা পরিবেশের জন্য উপযুক্ত (যেমন জলজ প্রক্রিয়াকরণ উদ্ভিদ)।
- এস 136: উচ্চ বিশুদ্ধতা স্টেইনলেস স্টিল, দুর্দান্ত জারা প্রতিরোধের, দুর্দান্ত পলিশিং পারফরম্যান্স, জলের ছাঁচগুলির সাথে দীর্ঘমেয়াদী যোগাযোগের জন্য উপযুক্ত।
- অ্যাপ্লিকেশন দৃশ্য: উচ্চ আর্দ্রতা, সমুদ্রের জলের যোগাযোগ বা ঘন ঘন পরিষ্কার সহ ফিশ ক্রেট ছাঁচ।
3। উচ্চ পরিধান-প্রতিরোধী হট ওয়ার্ক ইস্পাত
- সাধারণ গ্রেড: এইচ 13 (4cr5mosiv1)
- বৈশিষ্ট্য:
- উচ্চ তাপমাত্রা প্রতিরোধের (500 ডিগ্রির উপরে), দুর্দান্ত পরিধান প্রতিরোধের, উচ্চ-গতির ইনজেকশন ছাঁচনির্মাণ বা ঘন ঘন গরম/শীতল ছাঁচের জন্য উপযুক্ত।
- তাপ চিকিত্সা প্রয়োজন (কঠোরতা এইচআরসি 45-50), উচ্চ ব্যয়।
- অ্যাপ্লিকেশন দৃশ্য: ভর উত্পাদন বা গ্লাস ফাইবার রিইনফোর্সড প্লাস্টিক (যেমন রিইনফোর্সড পিপি ফিশ বক্স) রয়েছে।
4। অর্থনৈতিক কার্বন ইস্পাত
- সাধারণ গ্রেড: 45# স্টিল, এস 50 সি
- বৈশিষ্ট্য:
-সবচেয়ে কম ব্যয়, তবে দুর্বল পরিধান এবং জারা প্রতিরোধের, পৃষ্ঠের চিকিত্সার প্রয়োজন (যেমন ক্রোম ধাতুপট্টাবৃত, নাইট্রাইডিং)।
- ছোট ব্যাচের ট্রায়াল উত্পাদন বা কম নির্ভুলতা ছাঁচের জন্য উপযুক্ত।
- প্রযোজ্য পরিস্থিতি: অস্থায়ী ছাঁচ বা কম বাজেটের পরিস্থিতি।
উপাদান নির্বাচন পরামর্শ
1। সাধারণ ফিশ বক্স (পিপি/পিই, ছোট এবং মাঝারি ব্যাচ): পি 20 বা 718 এইচকে অ্যাকাউন্ট ব্যয় এবং জীবন গ্রহণ করে পছন্দ করা হয়।
2। উচ্চ জারা প্রতিরোধের: ছাঁচের জীবনকে প্রভাবিত করে মরিচা এড়াতে 420 বা এস 136 স্টেইনলেস স্টিল চয়ন করুন।
3। উচ্চ পৃষ্ঠের সমাপ্তি: মাছের বাক্সের উপস্থিতি ত্রুটিহীন কিনা তা নিশ্চিত করার জন্য NAK80 বা S136।
4। বড় ব্যাচের উত্পাদন: এইচ 13 বা উচ্চ কঠোরতা সরঞ্জাম ইস্পাত (যেমন ডি 2), পরিধানের প্রতিরোধের উন্নতি করে।
5। স্বল্প ব্যয় ট্রায়াল উত্পাদন: 45# ইস্পাত পৃষ্ঠের চিকিত্সা।
- কুলিং সিস্টেম ডিজাইন: ইস্পাত তাপীয় পরিবাহিতা ইনজেকশন দক্ষতা, এইচ 13 এবং কপার অ্যালো সন্নিবেশগুলি কুলিংকে অনুকূল করে তোলে।
-মোল্ড আকার: তাপ চিকিত্সার বিকৃতি এড়াতে বড় আকারের ছাঁচগুলিকে ভাল শক্ততা (যেমন 718H) সহ ইস্পাত চয়ন করতে হবে।
প্রসেসিং প্রযুক্তি: প্রাক-হার্ড স্টিল সরাসরি প্রক্রিয়া করা যেতে পারে এবং অন্যান্য ইস্পাতকে তাপ চিকিত্সা ভাতা সংরক্ষণ করতে হবে।
প্রকৃত উত্পাদন প্রয়োজন (আউটপুট, প্লাস্টিকের ধরণ, পরিবেশগত পরিস্থিতি) অনুসারে ছাঁচ সরবরাহকারীদের সাথে গভীরতর যোগাযোগ পরিচালনা করার এবং প্রয়োজনে স্টিলের পারফরম্যান্স পরীক্ষা পরিচালনা করার পরামর্শ দেওয়া হয়।
কিভাবেTo EnsureTতিনিদীর্ঘ আজীবন ছাঁচ?
ইনজেকশন ছাঁচের জীবন নিশ্চিত করার জন্য, নকশা, উত্পাদন, ব্যবহার, রক্ষণাবেক্ষণ এবং অন্যান্য লিঙ্কগুলি থেকে ব্যাপক পরিচালনা পরিচালনা করা প্রয়োজন। এখানে কিছু মূল ব্যবস্থা রয়েছে:
1। ছাঁচ উপাদান নির্বাচন
- উচ্চ-মানের ডাই স্টিল: উচ্চ পরিধানের প্রতিরোধের সাথে ডাই স্টিল নির্বাচন করুন, উচ্চতর দৃ ness ়তা এবং জারা প্রতিরোধের সাথে পণ্যের প্রয়োজনীয়তা অনুসারে (যেমন এইচ 13, এস 136, এনএকে 80, পি 20 ইত্যাদি)।
- উপাদান মিল: ইনজেকশন উপকরণগুলির বৈশিষ্ট্যগুলি বিবেচনা করে (যেমন কাঁচের তন্তুযুক্ত প্লাস্টিকের ছাঁচগুলি পরিধান করা সহজ), উচ্চতর কঠোরতা বা আরও ভাল পৃষ্ঠের চিকিত্সার সাথে ছাঁচ ইস্পাত চয়ন করুন।
2। যুক্তিসঙ্গত ছাঁচ নকশা
- কাঠামোগত অপ্টিমাইজেশন: স্ট্রেস ঘনত্ব হ্রাস করতে তীক্ষ্ণ কোণ বা পাতলা প্রাচীর নকশা এড়িয়ে চলুন; ডেমোল্ডিং প্রতিরোধকে হ্রাস করতে ডেমোল্ডিং ope ালের যুক্তিযুক্ত নকশা।
- কুলিং সিস্টেম: স্থানীয় ওভারহিটিং এড়াতে ইউনিফর্ম কুলিং চ্যানেল বিন্যাস তাপ ক্লান্তি বা বিকৃতি ঘটে।
- ফ্লো চ্যানেল এবং এক্সস্টাস্ট ডিজাইন: গলিত প্লাস্টিকের প্রবাহ প্রতিরোধের হ্রাস করুন, আটকে থাকা গ্যাস বা জ্বলন্ত এড়াতে নিষ্কাশন ট্যাঙ্কটি যুক্তিসঙ্গতভাবে সেট করুন।
- বিভাজন পৃষ্ঠ এবং ম্যাচিং নির্ভুলতা: বিভাজন পৃষ্ঠটি মসৃণ, ছাঁচ, থিম্বল এবং সমন্বয়ের ব্যবধানের অন্যান্য অংশগুলি যুক্তিসঙ্গত কিনা তা নিশ্চিত করার জন্য, পরিধান হ্রাস করুন।
3। নির্ভুল উত্পাদন প্রক্রিয়া
- তাপ চিকিত্সা প্রক্রিয়া: ছাঁচের কঠোরতা এবং দৃ ness ়তা উন্নত করতে শোধন, টেম্পারিং এবং অন্যান্য প্রক্রিয়াগুলির মাধ্যমে।
-সুরফেস চিকিত্সা: নাইট্রাইডিং, ক্রোম প্লেটিং, পিভিডি লেপ (যেমন টিআইএন, টিআইএলএন) এবং অন্যান্য প্রযুক্তিগুলি পৃষ্ঠের কঠোরতা এবং জারা প্রতিরোধের বাড়ানোর জন্য অন্যান্য প্রযুক্তি।
- যন্ত্রের নির্ভুলতা: ছাঁচের অংশগুলির মাত্রিক নির্ভুলতা এবং সমাপ্তি নিশ্চিত করুন (যেমন মিরর পলিশিং), ঘর্ষণ এবং ছাঁচের স্টিকিং ঝুঁকি হ্রাস করুন।
4 স্ট্যান্ডার্ড অপারেশন
- ইনজেকশন ছাঁচনির্মাণ প্যারামিটার অপ্টিমাইজেশন:
- তাপমাত্রা নিয়ন্ত্রণ: খুব বেশি বা খুব কম দ্বারা সৃষ্ট তাপীয় চাপ এড়াতে সিলিন্ডার তাপমাত্রা এবং ছাঁচের তাপমাত্রা যুক্তিসঙ্গতভাবে সেট করুন।
- চাপ এবং গতি: ছাঁচের প্রভাবের লোড হ্রাস করতে ইনজেকশন চাপ এবং গতি হ্রাস করুন।
-প্রেসার হোল্ডিং এবং কুলিংয়ের সময়: অতিরিক্ত পরিমাণে এড়াতে চাপের সময়টি যুক্তিসঙ্গতভাবে সেট করুন; ছাঁচ খোলার আগে পর্যাপ্ত শীতলকরণ নিশ্চিত করুন।
-ভয়েড ওভারলোড: ওভারলোড উত্পাদন নিষিদ্ধ (যেমন ক্ল্যাম্পিং ফোর্স বা ইনজেকশন ভলিউম সীমা ছাড়িয়ে যাওয়া)।

5। নিয়মিত রক্ষণাবেক্ষণ এবং রক্ষণাবেক্ষণ
- পরিষ্কার এবং মরিচা প্রতিরোধ:
- ক্ষয় এড়াতে প্রতিটি উত্পাদনের পরে অবশিষ্টাংশের প্লাস্টিক এবং তেল পরিষ্কার করুন।
-দীর্ঘমেয়াদী অপব্যবহারের সময় অ্যান্টি-রাস্ট অয়েল প্রয়োগ করুন এবং সিল রাখুন।
- তৈলাক্তকরণ পরিচালনা: নিয়মিতভাবে থিম্বল, স্লাইড এবং গাইড পোস্টের মতো চলমান অংশগুলিতে উচ্চ তাপমাত্রার গ্রীস যুক্ত করুন।
- চেক এবং মেরামত:
- নিয়মিত ছাঁচের পৃষ্ঠের পরিধান, ফাটল বা মরিচা পরীক্ষা করুন, সময়ে সময়ে ছোট ক্ষতিগুলি মেরামত করুন।
- থিম্বলস এবং সন্নিবেশগুলির মতো ভারী জীর্ণ অংশগুলির প্রতিস্থাপন বা পুনর্নির্মাণ।
6। উত্পাদন পরিবেশ নিয়ন্ত্রণ
- তাপমাত্রা এবং আর্দ্রতা পরিচালনা: আর্দ্র পরিবেশে ছাঁচ মরিচা এড়িয়ে চলুন।
- পরিষ্কার কাঁচামাল: নিশ্চিত করুন যে প্লাস্টিকের কাঁচামালগুলি ছাঁচটি স্ক্র্যাচিং প্রতিরোধের জন্য অমেধ্য (যেমন ধাতব কণা, ধূলিকণা) মুক্ত।
- অপারেশন স্পেসিফিকেশন: সহিংস ড্যামোল্ডিং বা সংঘর্ষ এড়াতে অপারেটরদের ট্রেন অপারেটররা সঠিকভাবে ব্যবহার করতে।
7। ছাঁচ পর্যবেক্ষণ এবং জীবন পরিচালনা
- ব্যবহারের রেকর্ডের সংখ্যা: পরিসংখ্যান ছাঁচ ছাঁচনির্মাণের সময়, জীবনচক্রের পূর্বাভাস।
- নিয়মিত পরিদর্শন: অভ্যন্তরীণ ফাটল বা ক্লান্তি সনাক্ত করতে অতিস্বনক, মাইক্রোস্কোপ এবং অন্যান্য সরঞ্জামগুলি ব্যবহার করুন।
-স্পেয়ার পার্টস ম্যানেজমেন্ট: রক্ষণাবেক্ষণ ডাউনটাইম সংক্ষিপ্ত করার জন্য আগাম অংশগুলি (যেমন সন্নিবেশ, থিম্বলস) পরা প্রস্তুত করুন।
8। বিশেষ পরিস্থিতি নিয়ে কাজ করুন
- অত্যন্ত ক্ষয়কারী উপকরণ: জারা-প্রতিরোধী ইস্পাত (যেমন S316) ব্যবহার করুন বা পৃষ্ঠের আবরণ যুক্ত করুন।
- উচ্চ গ্লাস ফাইবার উপাদান: উচ্চতর কঠোরতা ডাই স্টিলের ব্যবহার এবং পৃষ্ঠের চিকিত্সা (যেমন হার্ড লেপ) শক্তিশালী করুন।
ইনজেকশন ছাঁচের জীবন বাড়ানোর মূলটি হ'ল:
- উচ্চ মানের উপাদান + বৈজ্ঞানিক নকশা
Chearp প্রাক্কেশন উত্পাদন + স্ট্যান্ডার্ড ব্যবহার
✅ নিয়মিত রক্ষণাবেক্ষণ + প্রতিরোধমূলক ব্যবস্থাপনা
পদ্ধতিগত জীবনচক্র পরিচালনার মাধ্যমে, ছাঁচের জীবন উল্লেখযোগ্যভাবে উন্নত করা যায় এবং উত্পাদন ব্যয় হ্রাস করা যায়।
ছাঁচ উপাদান
ছাঁচ ইস্পাত

হট রানার সিস্টেম

স্ট্যান্ডার্ড পার্টস

কিভাবেTo CহুজA SuableInetionMপুরাতনMআচিনFবাTতিনিফিশ ক্রেট Mouএলডি?

ক্রেট ছাঁচের জন্য ডান ইনজেকশন ছাঁচনির্মাণ মেশিন নির্বাচন করার জন্য ছাঁচের আকার, পণ্য উপকরণ, উত্পাদন দক্ষতা এবং সরঞ্জামের কার্যকারিতাগুলির একটি বিস্তৃত মূল্যায়ন প্রয়োজন। এখানে মূল পদক্ষেপগুলি এবং কীভাবে পরামিতিগুলি নির্বাচন করবেন:
1। মূল পরামিতিগুলির গণনা
(1) ক্ল্যাম্পিং শক্তি
ছাঁচ লকিং ফোর্স হ'ল ইনজেকশন ছাঁচনির্মাণ মেশিন নির্বাচনের প্রাথমিক প্যারামিটার, যা ছাঁচ বিভাজন পৃষ্ঠের গলিত চাপটি cover াকতে হবে:
ক্ল্যাম্পিং ফোর্স (টন)=প্রজেক্টেড অঞ্চল (সিএমএ) \ বার উপাদান চাপ (এমপিএ) \ ডিভ 1000 \]
- প্রজেক্টেড অঞ্চল: টার্নওভার বক্সের সর্বাধিক অনুভূমিক প্রজেক্টেড অঞ্চল (দৈর্ঘ্য × প্রস্থ) + ing ালার সিস্টেমের ক্ষেত্রফল।
-মেটেরিয়াল চাপ: উপাদান নির্বাচন অনুসারে (পিপি/এইচডিপিই সাধারণত 30-50 এমপিএ নেয়, গভীর গহ্বর বা পাতলা প্রাচীর উপরের সীমা নেয়)।
উদাহরণ:
ক্রেটের আকার 500 × 400 মিমি, এবং ing ালার সিস্টেমের ক্ষেত্রফল প্রায় 10%
অনুমানিত অঞ্চল=(50 সেমি × 40 সেমি) × 1। 1=2200 সেমি ²
ক্ল্যাম্পিং ফোর্স=2200 × 50/1000=110 টন (120 টন মডেলের চেয়ে বেশি বা সমান নির্বাচন করতে হবে)
(2) শট ওজন
ইনজেকশন ছাঁচনির্মাণ মেশিনের তাত্ত্বিক ইনজেকশন ভলিউমের "পণ্য + রানার" এর মোট ওজন কভার করতে হবে: ইনজেকশন ভলিউম (ছ) পণ্যের ওজনের চেয়ে বেশি বা সমান \ বার 1.5 \ \
উপাদান ঘনত্ব: পিপি প্রায় {{0}}।
- সুরক্ষা ফ্যাক্টর: সাধারণত 1। 5-2। 0, মেশিনের ক্ষমতার 80% এরও বেশি ইনজেকশন ভলিউম এড়াতে।
উদাহরণ:
টার্নওভার বক্স নেট ওজন 1500 জি, রানার ওজন 200 জি, মোট ওজন 1700 জি
তাত্ত্বিক ইনজেকশন ভলিউম 1700 × 1 এর চেয়ে বড় বা সমান।
(3) স্ক্রু ব্যাস এবং স্ট্রোক
- স্ক্রু ব্যাস: প্লাস্টিকাইজিং গতি এবং চাপকে প্রভাবিত করে, বৃহত ব্যাসের স্ক্রু ঘন প্রাচীর পণ্যগুলির জন্য উপযুক্ত (টার্নওভার বক্স সাধারণত ব্যবহৃত হয় φ 60-90 মিমি)।
- ইনজেকশন স্ট্রোক: গলে যাওয়া ফিলিংয়ের পরিমাণ পূরণ করতে, পণ্যের বেধের চেয়ে 4 গুণ বেশি বা সমান স্ট্রোক (গভীর গহ্বর টার্নওভার বক্সের দীর্ঘ স্ট্রোকের প্রয়োজন)।
2। ছাঁচ এবং সরঞ্জামের মিল
(1) টেমপ্লেটের আকার এবং মডুলাস
- টেমপ্লেটের আকার: ইনজেকশন ছাঁচনির্মাণ মেশিন টেম্পলেট অবশ্যই ছাঁচ ইনস্টল করতে সক্ষম হতে হবে (দৈর্ঘ্য × প্রস্থ টেমপ্লেটের আকারের চেয়ে কম বা সমান)।
- ছাঁচের বেধ: ছাঁচ বন্ধের উচ্চতা সর্বনিম্ন - ইনজেকশন ছাঁচনির্মাণ মেশিনের সর্বাধিক ছাঁচের বেধের পরিসীমাগুলির মধ্যে হওয়া উচিত।
টার্নওভার বক্স ছাঁচের সাধারণ আকার:
টেমপ্লেটের প্রয়োজনীয়তা: 800 × 600 মিমি (ছোট) থেকে 1500 × 1200 মিমি (বড়)
ছাঁচের বেধ: 400-800 মিমি (ইনজেকশন ছাঁচনির্মাণ মেশিনের ছাঁচের জায়গার সাথে মেলে প্রয়োজন)
(২) ছাঁচ খোলার ভ্রমণ এবং ইজেকশন স্পেস
- ছাঁচ খোলার স্ট্রোক: এটি অবশ্যই টার্নওভার বক্সের উচ্চতার চেয়ে বেশি হতে হবে × 2 + সুরক্ষা দূরত্ব (50-100 মিমি)।
উদাহরণস্বরূপ: টার্নওভার বক্সের উচ্চতা 300 মিমি → খোলার স্ট্রোক 300 × 2 + 50=650 মিমি এর চেয়ে বেশি বা সমান।
- ইজেকশন স্ট্রোক: নিশ্চিত করুন যে ইজেক্টর রডটি পণ্যটিকে পুরোপুরি ধাক্কা দিতে পারে (গভীর গহ্বরের টার্নওভার বাক্সটি 100 মিমি এর চেয়ে বেশি বা সমান হওয়া দরকার)।
3। অন্যান্য মূল কারণগুলি
(1) উপাদান বৈশিষ্ট্য ফিট
-বারেল তাপমাত্রা: পিপি প্রসেসিং তাপমাত্রা প্রায় 200-280 ডিগ্রি, এইচডিপিই প্রায় 180-260 ডিগ্রি, ইনজেকশন ছাঁচনির্মাণ মেশিনের তাপমাত্রা নিয়ন্ত্রণের নির্ভুলতা নিশ্চিত করা প্রয়োজন।
- স্ক্রু সংক্ষেপণ অনুপাত: পিপি/এইচডিপিই প্রস্তাবিত সংক্ষেপণ অনুপাত 2। 5-3। 0 (ইউনিভার্সাল স্ক্রু হতে পারে)।
(২) উত্পাদন চক্র অপ্টিমাইজেশন
- ইনজেকশন গতি: বড় টার্নওভার বাক্সগুলির জন্য উচ্চ ইনজেকশন গতি (আগুনের 80% পূর্ণ হারের চেয়ে বেশি বা সমান) প্রয়োজন।
-এনার্জি সংরক্ষণের প্রয়োজনীয়তা: সার্ভো মোটর বা অল-মোটর ইনজেকশন ছাঁচনির্মাণ মেশিন শক্তি খরচ হ্রাস করতে পারে (ভর উত্পাদনের জন্য উপযুক্ত)।
(3) বিশেষ কার্যকরী প্রয়োজনীয়তা
- মাল্টি-স্টেজ ইনজেকশন: ঘন প্রাচীরের অঞ্চলে সংকোচনের উন্নতি করতে ফিলিং এবং চাপ ধরে রাখার বিভাগযুক্ত নিয়ন্ত্রণ সমর্থন করুন।
-কোর টান ফাংশন: টার্নওভার বাক্সে যদি পাশের গর্ত বা বিপরীত বাকল থাকে তবে হাইড্রোলিক সিলিন্ডার সহ মডেলটি চয়ন করুন।
4 নির্বাচন প্রক্রিয়া
উ: মোড-লকিং ফোর্স এবং ইনজেকশন ভলিউম গণনা করুন (কোর প্যারামিটার স্ক্রিনিং)।
খ। ছাঁচ ইনস্টলেশন আকার (টেমপ্লেট, ছাঁচের বেধ, ছাঁচ স্ট্রোক) পরীক্ষা করুন।
সি। উপাদান প্রক্রিয়া প্রয়োজনীয়তা (ব্যারেল তাপমাত্রা, স্ক্রু টাইপ)।
E. অতিরিক্ত বৈশিষ্ট্যগুলির মূল্যায়ন (অটোমেশন ইন্টারফেস, শক্তি-সঞ্চয়কারী কনফিগারেশন)।
এফ। যাচাইকরণ সরঞ্জাম ব্র্যান্ড এবং স্থিতিশীলতা (হাইতিয়ান, ঝেনক্সিওং, এঙ্গেল এবং অন্যান্য ব্র্যান্ডের দামের পার্থক্য)।
5। সাধারণ মডেল সুপারিশ (উদাহরণ হিসাবে পিপি টার্নওভার বক্স নিন)
| টার্নওভার বক্সের আকার|ছাঁচ লকিং ফোর্স|ইনজেকশন পরিমাণ|প্রস্তাবিত মডেল |
| 300 × 200 × 150 মিমি|60-80 টন|800-1200 জি|হাইতিয়ান এমএ 1600/ii |
| 500 × 400 × 300 মিমি|120-150 টন|2500-3500 জি|Zhenxiong JM128MK-III |
| 800 × 600 × 400 মিমি|300-400 টন|6000-8000 জি|এঞ্জেল বিজয় 370 |
- প্রকৃত পরীক্ষা মোড যাচাইকরণ: তাত্ত্বিক গণনার পরে, প্যারামিটারগুলি পরীক্ষা মোডের মাধ্যমে সামঞ্জস্য করা দরকার (যেমন ক্ল্যাম্পিং শক্তি হ্রাস করা গেটের নকশাকে অনুকূল করে অর্জন করা যেতে পারে)।
- সংরক্ষিত আপগ্রেড স্পেস: ভবিষ্যতের ছাঁচ পরিবর্তনগুলির সাথে খাপ খাইয়ে নিতে কিছুটা বড় মডেল নির্বাচন করুন।
- শক্তি খরচ এবং রক্ষণাবেক্ষণ ব্যয়: সম্পূর্ণ মোটর ইনজেকশন ছাঁচনির্মাণ মেশিনে উচ্চ নির্ভুলতা রয়েছে তবে ব্যয়বহুল দাম, হাইড্রোলিক প্রেসগুলি আরও ব্যয়বহুল।
উপরোক্ত পদ্ধতির মাধ্যমে, এটি উত্পাদন দক্ষতা এবং ব্যয় নিয়ন্ত্রণ অ্যাকাউন্টে গ্রহণের সময় ইনজেকশন ছাঁচনির্মাণ মেশিন এবং টার্নওভার বক্স ছাঁচের দক্ষ ম্যাচিং নিশ্চিত করতে পারে।
প্যাকেজ &। বিতরণ

গ্রাহকদের প্রতিক্রিয়া






