


ছাঁচ স্পেসিফিকেশন
|
ছাঁচের নাম |
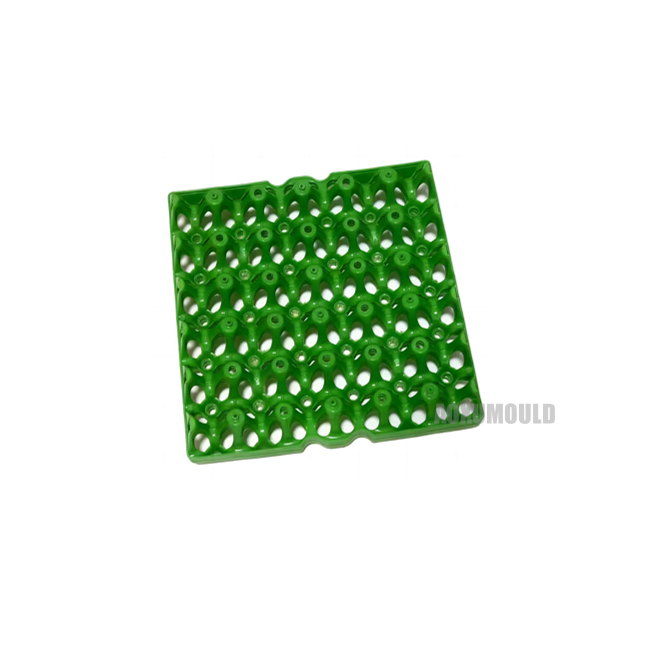
প্লাস্টিকের ডিমের ট্রে ছাঁচ |
|
পণ্য উপাদান |
পিপি, প্লাস্টিক |
|
পণ্যের আকার |
295x295x50 মিমি |
|
পণ্য ওজন |
300 গ্রাম |
|
গহ্বরের জন্য ছাঁচ উপাদান &। কোর |
P20, 718 |
|
ছাঁচ বেস |
P20, 718H |
|
ইনজেকশন সিস্টেম |
ঠান্ডা রানার |
|
উপযুক্ত ইনজেকশন মেশিন |
350T |
|
ছাঁচের আকার |
510x510x150 মিমি |
|
ছাঁচ লাইফটাইম |
500 এরও বেশি, 000 পিসি |
কেনCহুজTo UসেPল্যাসেটিকEজিজিTরায়?
প্লাস্টিকের ডিমের ট্রে একটি খুব ব্যবহারিক রান্নাঘর পাত্র যা অনেক সুবিধা রয়েছে এবং এটি আমাদের অনেক সুবিধা এবং সুবিধার্থে আনতে পারে।
প্রথমত, প্লাস্টিকের ডিমগুলি হালকা, পরিষ্কার করা সহজ এবং traditional তিহ্যবাহী ধাতব ডিমের ট্রেগুলির তুলনায় মরিচা কম ঝুঁকিপূর্ণ। যখন আমরা সাধারণত ধাতব ডিমের ট্রে ব্যবহার করি তখন আমরা প্রায়শই দেখতে পাই যে ধাতব উপাদানগুলি নোংরা হওয়া সহজ এবং এটি পরিষ্কার করা কঠিন। প্লাস্টিকের ডিমের ট্রেগুলি কেবল হালকা ওজনের নয়, তবে আরও সুবিধাজনক এবং ব্যবহারের জন্য দক্ষও। এগুলি কেবল একটি সাধারণ ধুয়ে দিয়ে পরিষ্কার করা যেতে পারে, আমাদের কাজের চাপ হ্রাস করে।
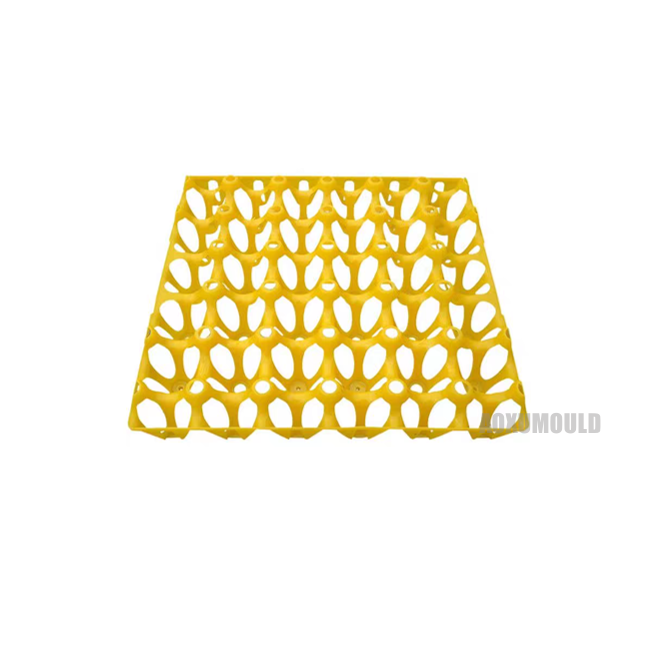
দ্বিতীয়ত, প্লাস্টিকের ডিমের ট্রেগুলির উপস্থিতি উজ্জ্বল রঙ এবং উপন্যাসের শৈলীর সাথে বৈচিত্র্যময়, যা রান্নাঘরের সামগ্রিক সৌন্দর্য বাড়ানোর জন্য বিভিন্ন রান্নাঘরের সজ্জার সাথে মিলে যেতে পারে। যখন আমরা এটি ব্যবহার করি, আমরা ব্যক্তিগত পছন্দ অনুযায়ী আমাদের প্রিয় রঙের সংমিশ্রণগুলি চয়ন করতে পারি, যা মজাদার এবং আলংকারিক প্রভাবের অনুভূতি যুক্ত করে।
আবারও, প্লাস্টিকের ডিমের ট্রেতে কিছু নির্দিষ্ট অ্যান্টি স্লিপ বৈশিষ্ট্য রয়েছে, যা ডিমের সংঘর্ষ এড়ানো এবং ক্ষতির হার হ্রাস করে, ট্রেতে রাখার সময় ডিমের পক্ষে পিছলে যাওয়া কঠিন করে তোলে। Traditional তিহ্যবাহী ধাতব ডিমের ট্রে ব্যবহার করার সময়, আমরা প্রায়শই এমন পরিস্থিতিতে মুখোমুখি হই যেখানে ডিমগুলি পিছলে যায়, যার ফলে তারা ফেটে যায় এবং অপ্রয়োজনীয় বর্জ্য বৃদ্ধি করে। প্লাস্টিকের ডিমের ট্রেতে কিছু অ্যান্টি স্লিপ বৈশিষ্ট্য রয়েছে, যা কার্যকরভাবে ডিম রক্ষা করতে পারে, স্টোরেজ সময় বাড়িয়ে দিতে পারে এবং খাদ্য বর্জ্য হ্রাস করতে পারে।
অবশেষে, প্লাস্টিকের ডিমের ট্রেগুলি সাশ্রয়ী মূল্যের এবং একটি দীর্ঘ জীবনকাল রয়েছে, এটি তাদের একটি অর্থনৈতিক রান্নাঘর পাত্রে পরিণত করে। রান্নাঘরের পাত্রগুলি কেনার সময়, আমরা সাধারণত দামের ফ্যাক্টরটি বিবেচনা করি এবং প্লাস্টিকের ডিমের ট্রেগুলি সস্তা, ব্যয়বহুল, দীর্ঘ পরিষেবা জীবনযাপন করে, সহজেই ক্ষতিগ্রস্থ হয় না এবং এটি খুব ব্যবহারিক গৃহস্থালীর আইটেম।
কিভাবেTo ডিটার্মিনTতিনিTypeAএনডিPoosityOf InetionGখেয়েছিFবাPল্যাসেটিকEজিজিTরায়ছাঁচ?

প্লাস্টিকের ডিমের ট্রেগুলি উত্পাদন প্রক্রিয়া চলাকালীন ইনজেকশন ছাঁচনির্মাণ প্রযুক্তি ব্যবহার করে তৈরি একটি সাধারণ গৃহস্থালি আইটেম। ইনজেকশন গেট ইনজেকশন ছাঁচনির্মাণের একটি খুব গুরুত্বপূর্ণ অংশ, যা সরাসরি পণ্যের ছাঁচনির্মাণের গুণমান এবং প্রক্রিয়া দক্ষতার উপর প্রভাব ফেলে। নীচে, আমি প্লাস্টিকের ডিমের ট্রেগুলির জন্য ইনজেকশন ছাঁচনির্মাণ গেটগুলির ধরণ এবং অবস্থানগুলি বিশদভাবে বিশ্লেষণ করব।
প্রথমত, আসুন ইনজেকশন ছাঁচনির্মাণ গেটগুলির ধরণগুলি একবার দেখে নেওয়া যাক। প্লাস্টিকের ডিমের ট্রেগুলির মতো ছোট আকারের পণ্যগুলির জন্য, সাধারণত ব্যবহৃত ইনজেকশন ছাঁচনির্মাণ গেটের প্রকারগুলি হ'ল পয়েন্ট ব্লকিং গেট, সাইড ব্লকিং গেট এবং সরাসরি গেট। পয়েন্ট ব্লকিং গেট হ'ল এক ধরণের গেট যা কোনও পণ্যের এক বা একাধিক দিক থেকে গলিত প্লাস্টিককে একটি ছাঁচের গহ্বরে ইনজেকশন দেয়, তুলনামূলকভাবে সমতল পৃষ্ঠতল সহ পণ্যগুলির জন্য উপযুক্ত। সাইড ব্লকিং গেটটি ছাঁচের একপাশ থেকে ছাঁচের গহ্বরের মধ্যে গলিত প্লাস্টিকের ইনজেকশন করতে ব্যবহৃত হয় এবং এমন পরিস্থিতিতে উপযুক্ত যেখানে পণ্যের পৃষ্ঠের অসম টেক্সচার রয়েছে। ডাইরেক্ট our ালাই গেটটি পণ্যটির শীর্ষ থেকে সরাসরি ছাঁচের গহ্বরের মধ্যে গলিত প্লাস্টিকের ইনজেকশন করতে ব্যবহৃত হয়, সাধারণ আকারযুক্ত পণ্যগুলির জন্য উপযুক্ত। ইনজেকশন ছাঁচনির্মাণ গেটের ধরণটি নির্বাচন করার সময়, পণ্যটির নকশা এবং উত্পাদন প্রয়োজনীয়তার উপর ভিত্তি করে একটি যুক্তিসঙ্গত পছন্দ করা প্রয়োজন।
এরপরে, আসুন ইনজেকশন ছাঁচনির্মাণ গেটের অবস্থান সম্পর্কে কথা বলি। প্লাস্টিকের ডিমের ট্রেগুলির মতো পণ্যগুলির জন্য, ছাঁচের গহ্বরের মধ্যে প্লাস্টিকের প্রবেশের সুবিধার্থে এবং পুরো পণ্যটি পূরণ করতে পণ্যের প্রান্তে গেটগুলি সেট করা বেছে নেওয়া সাধারণ। একই সময়ে, এটি ইনজেকশন প্রক্রিয়া চলাকালীন বুদবুদ এবং সংক্ষিপ্ত উপকরণগুলির উপস্থিতি হ্রাস করতে পারে, পণ্য ছাঁচনির্মাণের গুণমান নিশ্চিত করে। ইনজেকশন গেটের অবস্থানটি নির্বাচন করার সময়, চূড়ান্তভাবে সবচেয়ে উপযুক্ত অবস্থান নির্ধারণের জন্য পণ্যটির উপস্থিতি প্রয়োজনীয়তা, ছাঁচনির্মাণের অসুবিধা এবং গেটের পোস্ট-চিকিত্সার মতো বিষয়গুলি বিবেচনা করা প্রয়োজন।
এছাড়াও, পণ্যের উপস্থিতি গুণমান এবং উত্পাদন দক্ষতা উন্নত করতে, পণ্য নকশা এবং ছাঁচ কাঠামোতে কিছু অপ্টিমাইজেশন করা যেতে পারে। উদাহরণস্বরূপ, ছাঁচের গহ্বরের সংখ্যা বৃদ্ধি করে, ইজেক্টর পিন বা এক্সস্টাস্ট সিস্টেম স্থাপন করে, পণ্যগুলির ছাঁচনির্মাণের নির্ভুলতা এবং উত্পাদন দক্ষতা উন্নত করা যায়। একই সময়ে, হট রানার প্রযুক্তি এবং স্তরিত ছাঁচনির্মাণের মতো বিশেষ প্রক্রিয়া প্রযুক্তিগুলিও পণ্যের গুণমান এবং উত্পাদন দক্ষতা আরও উন্নত করার জন্য বিবেচনা করা যেতে পারে।
পণ্য এবং জন্য ডিজাইন। ছাঁচ

অগ্রগতিArrangementPল্যাসেটিকEজিজিTরায়Inetionছাঁচ Prosessing
প্লাস্টিকের ডিমের ট্রে ইনজেকশন ছাঁচের প্রক্রিয়াকরণ শিডিউলটি একটি পদ্ধতিগত প্রক্রিয়া অনুসরণ করা উচিত, ছাঁচ উত্পাদন প্রযুক্তি এবং পরিকল্পনার জন্য প্রকল্পের মাইলফলকগুলির সাথে মিলিত। নিম্নলিখিতটি এওএক্সইউ ছাঁচের প্রক্রিয়াজাতকরণ অগ্রগতির সময় নির্ধারণের জন্য কাঠামো।
1। ডিজাইন পর্ব (5-10 দিন)
প্রয়োজনীয়তা বিশ্লেষণ: পণ্য স্পেসিফিকেশন (আকার, গর্তের সংখ্যা, ডেমোল্ডিং ope াল ইত্যাদি) এবং ছাঁচ জীবনের প্রয়োজনীয়তাগুলি স্পষ্ট করুন।
ছাঁচ কাঠামোর নকশা: 3 ডি পার্টিং, ing ালাই সিস্টেম (পয়েন্ট গেট বা সাইড গেট), কুলিং সিস্টেম এবং ইজেক্টর মেকানিজমের নকশা সম্পূর্ণ করুন।
অঙ্কন আউটপুট: মেশিনিং অঙ্কন, সমাবেশ অঙ্কন এবং ইলেক্ট্রোড ডিজাইনের অঙ্কন উত্পন্ন করুন এবং গ্রাহকের সাথে কী সহনশীলতাগুলি (যেমন ± 0। 05 মিমি) নিশ্চিত করুন।
2। উপাদান প্রস্তুতি (3-5 দিন)
ছাঁচ বেস সংগ্রহ: ছাঁচের আকারের উপর ভিত্তি করে স্ট্যান্ডার্ড ছাঁচ বেসগুলি (যেমন এলকেএম স্ট্যান্ডার্ড) নির্বাচন করুন বা অ-মানক ছাঁচ বেসগুলি কাস্টমাইজ করুন।
ইস্পাত ক্রম: প্রাক কঠোর ইস্পাত (যেমন পি 20 বা 718 এইচ) গহ্বর/কোরের জন্য নির্বাচিত হয় এবং উচ্চতর কঠোরতা উপকরণগুলি (যেমন এইচ 13) ইজেক্টর পিন এবং স্লাইডারের জন্য ব্যবহৃত হয়।
আউটসোর্সযুক্ত অংশগুলির প্রস্তুতি: প্রাক অর্ডার হট রানার সিস্টেম এবং স্ট্যান্ডার্ড পার্টস (স্প্রিংস, গাইড কলাম ইত্যাদি)।
3। প্রসেসিং পর্যায় (15-25 দিন)
রুক্ষ মেশিনিং: 0। 2-0।
তাপ চিকিত্সা: ভ্যাকুয়াম কোঞ্চিং এমন অংশগুলিতে সঞ্চালিত হয় যার জন্য উচ্চ কঠোরতা প্রয়োজন (যেমন কঠোরতা এইচআরসি 48-52)।
যথার্থ মেশিনিং:
নির্ভুলতা মিলিং: গহ্বরের পৃষ্ঠের যন্ত্রটি সম্পূর্ণ করুন (এটি একটি পাঁচটি অক্ষ মেশিন সরঞ্জাম ব্যবহার করার পরামর্শ দেওয়া হয়)।
বৈদ্যুতিক স্রাব মেশিনিং (ইডিএম): সিএনসি পরিচালনা করতে পারে না এমন প্রক্রিয়াগুলি যেমন গভীর খাঁজ এবং ধারালো কোণ।
তারের কাটিয়া: যথার্থ গর্ত প্রসেসিং যেমন ইজেক্টর পিন গর্ত এবং স্লট sert োকান।
পৃষ্ঠের চিকিত্সা: মিরর পৃষ্ঠের গহ্বরটিকে পোলিশ করুন (আরএ 0। 1 μ মি এর চেয়ে কম বা সমান), এবং প্রয়োজনে নাইট্রাইডিং চিকিত্সা সম্পাদন করুন।
4। সমাবেশ এবং কমিশনিং (5-7 দিন)
উপাদান সমাবেশ: ইজেক্টর সিস্টেম এবং কুলিং ওয়াটার সার্কিট ইনস্টল করুন (একটি 3 এমপিএ চাপ পরীক্ষা প্রয়োজন)।
ছাঁচ ফিট পরীক্ষা: বিভাজন পৃষ্ঠের ফিট (0। 02 মিমি এর চেয়ে কম বা সমান) এবং স্লাইডার আন্দোলনের মসৃণতা পরীক্ষা করুন।
প্রাক গ্রহণযোগ্যতা: ছাঁচ কারখানায় খালি ছাঁচ পরীক্ষা পরিচালনা করুন এবং মূল মাত্রিক ডেটা রেকর্ড করুন।
5। ট্রায়াল ছাঁচনির্মাণ এবং অপ্টিমাইজেশন (3-5 দিন)
প্রথম ট্রায়াল ছাঁচনির্মাণ (টি 1): ইনজেকশন ছাঁচনির্মাণ পরামিতিগুলি (উপাদান তাপমাত্রা, হোল্ডিং সময়) এবং পণ্য ডেমোল্ডিং প্রভাব যাচাই করুন।
সমস্যা সংশোধন:
নিষ্কাশন খাঁজের গভীরতা সামঞ্জস্য করুন (সাধারণত 0। 02-0। 03 মিমি)।
চক্রের সময় হ্রাস করতে কুলিং ওয়াটার সিস্টেমের বিন্যাসটি অনুকূল করুন।
ফ্ল্যাশ বা সঙ্কুচিত সমস্যাগুলি ঠিক করুন (ইনজেকশন চাপ হ্রাস করে বা গেটের আকার পরিবর্তন করে)।
প্রাক উত্পাদন ট্রায়াল ছাঁচ (টি 2- টি 3): স্থিতিশীলতা যাচাই করতে অবিচ্ছিন্নভাবে 100-200 ছাঁচ উত্পাদন করে।
পরীক্ষাপ্লাস্টিকের ডিমের ট্রে ছাঁচ
প্যাকেজ &। বিতরণ

ছাঁচ উপাদান
ছাঁচ ইস্পাত

হট রানার সিস্টেম

স্ট্যান্ডার্ড পার্টস

এফএকিউ
গ্রাহকদের প্রতিক্রিয়া






